This page is no longer current and is provided for archival and research purposes.
Other Requirements and Resources
We’ve made changes to the Toxics Reduction Program to eliminate duplication with the federal government’s Chemicals Management Plan, (under the Canadian Environmental Protection Act, 1999) and reduce burden for industry.
On December 31, 2021, the Toxics Reduction Act, 2009 will be repealed and its associated regulations revoked, ending the Toxics Reduction Program. Until this time, facilities must continue to meet the requirements of the Toxics Reduction Act, 2009 and its associated regulations.
As a result of regulatory changes, facilities no longer need to prepare new toxic substance reduction plans or review their existing plans. Facilities with existing plans are still required to report annually on substances included in their plans that meet the thresholds.
The ministry is currently updating this Toolkit for Toxic Substance Accounting to reflect the legislative and regulatory changes. The updated version will be provided shortly.
9.0 Other Requirements
9.1 Requirements When a Facility No Longer Has to Undertake Toxic Substance Accounting
Although your facility may be subject to the Act and regulation at this time and thus required to undertake toxic substance accounting, it may not be in the future.
Your facility is no longer required to undertake toxic substance accounting for any substance if it:
- Has stopped operating in the manufacturing or mineral processing sector; or
- Has permanently reduced the number of employees at the facility to zero.
Your facility is no longer required to undertake toxic substance accounting for a specific substance if it:
- Has stopped using or creating the substance in all of its processes; or
- Is no longer required to provide information to NPRI for that substance because it failed to meet the activity, substance or employee thresholds.
Your facility is no longer required to undertake toxic substance accounting for acetone, if it is no longer required to report under O.Reg. 127/01 because it failed to meet the substance or employee thresholds.
If any of the situations above apply to your facility, you are no longer required to undertake the toxic substance accounting requirements, but you must notify the Ministry. The regulation refers to this as an Exit Record. The Exit Record is due by the NPRI compliance date (usually June 1st) of the year after any of the abovementioned situations occurs.
If, at a later date, your facility is once again subject to the Act and regulation because it meets all of the criteria, it must once again, undertake toxic substance accounting.
9.2 Requirements When a Facility is Exempted from Undertaking Toxic Substance Accounting of Dioxins, Furans and Hexachlorobenzene
The regulation also offers a special exemption for three groups of substances:
- dioxins;
- furans; and
- hexachlorobenzene.
If your facility is engaged in certain activities, NPRI requires it to provide information on dioxins, furans and hexacholorobenzene no matter what amount was released, disposed and transferred off-site for recycling.
If your facility is required to provide information to NPRI with respect to dioxins, furans or hexacholorobenzene but, in a given year, happens to fall below the estimated levels of quantification set out in the corresponding NPRI notice for that substance, it may apply for an exemption from meeting the requirements of the Toxics Reduction Act, 2009 and the regulation.
To qualify for the exemption, your facility must have determined through monitoring or source testing that the concentration of the dioxin, furan or hexachlorobenzene released, disposed of or transferred off site, in a given year, is less than the applicable estimated levels of quantification as set out in the NPRI Notice.
If your facility qualifies for an exemption it is no longer required to undertake the toxic substance accounting requirements, but it must submit a Record of Exemption to the Ministry. This record is due by the NPRI compliance date (usually June 1st) in the year after your facility qualifies for exemption status.
Your facility must notify the Ministry for three consecutive years that it is below the estimated levels of quantification as set out in the NPRI Notice, before all of the obligations under the Act and regulation cease to apply.
The exemption would last as long as your facility does not meet or exceed the estimated level of quantification set out in the NPRI Notice.
10.0 Glossary and Definitions
Please Note: Any time an NPRI Notice, Guide or other such reference is provided, the reader should be referring to the most recent update, regardless of the reference date in this toolkit.
- approximately equal
- within the margin of error of the supporting data and calculations
- article
- a manufactured item that does not release a substance listed in Schedule I of the Canada Gazette notice when it undergoes processing or other use. [source: 2008 NPRI Guide for Reporting]
- by-product
- means a substance, listed in Schedule I, which is incidentally manufactured, processed or otherwise used at the facility at any concentration, and released on site to the environment or disposed of. [source: 2008 NPRI Guide for Reporting]
- consumables
- raw materials or products that are consumed or “used up” in a process eg. For arc welding, the electrode is a consumable.
- contained in product
- the amount of a prescribed toxic substance contained in a product leaving a process. This is not limited to products that are intended for sale and may include intermediate products as well.
- destroyed
- a toxic substance is destroyed if, after entering a process at a facility, the substance is changed into one or more substances that are not prescribed toxic substances. [source: O. Reg. 455/09, s. 2(2)]
- disposal
- the final disposal of a substance to landfill, land application or underground injection, either on the facility site or at a location off the facility site, and includes treatment at a location off the facility site prior to final disposal. [source: 2008 NPRI Guide for Reporting]
- emission factors
- numerical values that relate the quantity of substances emitted from a source to a common activity associated with those emissions, and can be categorized as:
- published emission factors, which are those that have been published by the Government of Canada, or another government or an industry association for application to an emission source that falls under the jurisdiction of the Government of Canada, or another government or to emission sources of a specific industry sector;
- site-specific emission factors, which are those that have been developed by an individual facility using their own specific emission-testing data and source-activity information.
- feedstock
- raw materials (including prescribed toxic substances) derived from resource based operations, such as trees and crude oil
- fugitive emission
- a source associated with an area rather than a distinct point of emission. Some examples of fugitive sources are:
- leakage of gaseous contaminants from valves or pipes;
- leaks of contaminants around process operations;
- particulate emissions from roof vents on a process building;
- particulate emissions from storage piles or open material conveying
- level of quantification
- means, in respect of a substance, the lowest concentration that can be accurately measured using sensitive but routine sampling and analytical methods. [source: 2008 NPRI Guide for Reporting]
- NAICS
- the North American Industry Classification System maintained for Canada by Statistics Canada as amended or revised from time to time. [source: O.Reg.. 455/09, s. 1(1)]
- non-product outputs
- by-products, solid wastes, liquid wastes, gaseous emissions and waste water effluents
- NPRI
- National Pollutant Release Inventory.
- NPRI Toolbox
- guidance available on how to meet NPRI requirements available in electronic form (available online).
- NPRI compliance date
- means, in respect of a calendar year, the date by which the information required under the NPRI Notice for that calendar year must be provided to the minister of the Crown in right of Canada who is responsible for section 46 of the Canadian Environmental Protection Act, 1999.
- process
- an individual step in a manufacturing stage or mineral processing.
- recycling
- any activity that prevents a material or a component of the material from becoming a material destined for disposal. [source: 2008 NPRI Guide for Reporting]
- regulated community
- manufacturing facilities in Ontario that fall under the NAICS Codes listed in the regulation, who are required to provide information to NPRI or report under O.Reg. 127/01 for acetone.
- release
- the emission or discharge of a substance from the facility site to air, surface waters or land, and includes a spill or leak. [source: 2008 NPRI Guide for Reporting]
- significant process change
- A reference to a significant process change at a facility is a reference to a change consisting of:
- the addition of a process at the facility that uses or creates a toxic substance, other than a process that is described in the current version of the toxic substance reduction plan for the substance at the facility; or
- an alteration to a process at the facility that uses or creates a toxic substance and that is described in the current version of the toxic substance reduction plan for the substance at the facility, if the alteration results in an increase in the use or creation of the substance in the process of at least 15% from the quantifications set out in the current version of the plan.
- stage of manufacturing operation
- the overall steps in a manufacturing operation, made up of individual processes, required to produce finished goods by transforming raw material and adding value to it for the purposes of making the finished product.
- toxic substance
- the following substances are prescribed as toxic substances for the purposes of the Act:
- Any substance listed in Schedule 1 to the NPRI Notice, if the substance is in the form specified in that Schedule.
- Acetone.
- transformed
- a toxic substance is transformed if, after entering a process at a facility, the substance is changed into one or more other prescribed toxic substances. [source: O.Reg. 455/09, s. 2(3)]
- upset operating conditions
- Non-normal, non- routine operating conditions that arise from an unexpected event such as a power outage or an equipment failure.
- Workplace Hazardous Materials Information System (WHMIS) controlled product
- a product classified as a controlled product in Reg. 860, “Workplace Hazardous Materials Information System (WHMIS)” Regulation under the Occupational Health & Safety Act
11.0 References
- Canadian Centre for Pollution Prevention (2001). “Pollution Prevention Program Manual: Pollution Prevention Planning & Beyond”
- City of Toronto (1999). “A Guidance Manual for Pollution Prevention Plans”
- Environment Canada (2003). “Pollution Prevention Planning Handbook.”
- Environment Canada (2008). “NPRI Guide for Reporting to the National Pollutant Release Inventory, Canadian Environmental Protection Act, 1999”.
- Freeman, Harry M. (1995). “Industrial Pollution Prevention Handbook”
- Massachusetts Department of Environmental Protection (2009). “Toxics Use Reduction Planning and Plan Update Guidance”.
- New Jersey Department of Environmental Protection (2002). “Prevention Planning: Meeting the Requirements under the New Jersey Pollution Prevention Act”
- Ontario Ministry of Environment and Energy (1993). “Pollution Prevention Planning: Guidance Document and Workbook”
- Ontario Ministry of the Environment (2009). “Guideline for Implementation of Air Standards in Ontario (GIASO), Version 2.0.” Guidance to Support the Ministry of the Environment’s Risk Framework for Requests for Altered Air Standards and Upper Risk Thresholds under Ontario Regulation 419/05 Air Pollution – Local Air Quality (as amended) made under the Environmental Protection Act.
- Ontario Ministry of the Environment (2009b). “Procedure for Preparing and Emissions Summary and Dispersion Modelling Report, Version 3.0.” Guidance for Demonstrating Compliance with Ontario Regulation 419/05 Air Pollution – Local Air Quality made under the Environmental Protection Act.
- Ontario Ministry of the Environment (2009c). “Air Dispersion Modelling Guideline for Ontario, Version 2.0.” Guidance for Demonstrating Compliance with The Air Dispersion Modelling Requirements set out in Ontario Regulation 419/05 Air Pollution – Local Air Quality made under the Environmental Protection Act.
- United States Environmental Protection Agency Sector Notebooks for Compliance Assistance.
- United States Environmental Protection Agency (1990). “Guides to Pollution Prevention - The Commercial Printing Industry.”
- United States Environmental Protection Agency (1992). “Facility Pollution Prevention Guide EPA/600/R-92/088”
- Ontario Ministry of the Environment (2008). “Discussion Paper: Creating Ontario’s Toxics Reduction Strategy”
- Ontario Ministry of the Environment (2009). “Backgrounder: The Proposed Toxics Reduction Act Planned Consultations And Next Steps”
- Ontario Ministry of the Environment and Climate Change Toxics Reduction Program Website.
- Robert H. Perry, Perry’s Chemical Engineer’s Handbook, 7th Edition, McGraw-Hill, 1997.
- David M. Himmelblau, Basic Principles and Calculations in Chemical Engineering, Fourth Edition, Prentise Hall of Canada Ltd, Toronto, 1982
- Ontario Ministry of Environment, Ontario Air and Noise Best Practices, Vapour Emission from a Solvent Waste Storage Tank, June 3, 2009.
- Ontario Ministry of Environment, Protocol for the Sampling and Analysis of Industrial/ Municipal Wastewater, January 1999.
12.0 Toxic Substance Accounting Resources
The following is a list of resources that have been referenced in this toolkit.
- David R. Lide, CRC Handbook of Chemistry and Physics 90th Edition, CRC Press, 2009
- The Merck Index, 14th Edition, Merck & Co., 2006.
- Karel Verschueren, Handbook of Environmental Data on Organic Chemicals, 5th Edition, John Wiley & Sons, Incorporated,2009
- Robert H. Perry, Perry’s Chemical Engineer’s Handbook, 7th Edition, McGraw-Hill, 1997.
- David M. Himmelblau, Basic Principles and Calculations in Chemical Engineering, Fourth Edition, Prentise Hall of Canada Ltd, Toronto, 1982
- Air & Waste Management Association, Air Pollution Engineering Manual, 2nd Edition, John Wiley & Sons, Incorporated, 2000
- US Agency for Toxic Substances and Disease Registry (ASTDR)
- Ontario Ministry of the Environment (MOE), Municipal/Industrial Strategy for Abatement (MISA), Development Document(s), such as:
- “The Development Document for the Draft Effluent Monitoring Regulation for the Iron and Steel Sector”, February 1989
- “The Development Document for the Effluent Monitoring Regulation for the Metal Casting Sector”, January 1990
- “Development Document for the Inorganic Chemical Sector Effluent Limits Regulation”, September 1994
- “The Development Document for the Draft Effluent Monitoring Regulation for the Organic Chemical Manufacturing Sector”, May 1989
- “The Development Document for the Draft Effluent Monitoring Regulation for the Ontario Mineral Industry: Group B Industrial Minerals Sector”, October 1989
- MOE’s “Protocol for the Sampling and Analysis of Industrial/Municipal Wastewater”, August 1994
- United States Environmental Protection Agency Sector Notebooks website
- USEPA Factor Information Retrieval (FIRE) Data System website.
- USEPA Locating and Estimating (L&E) website
- U.S. National Association of Clean Air Agencies (NACAA).
- MOECC O. Reg. 127/01 – Airborne Contaminant Discharge Monitoring and Reporting website
- Environment Canada National Pollutant Release Inventory (NPRI) on-line toolbox.
- US EPA Compilation of Air Pollutant Emission Factors Document Number AP-42
- Environment Canada, “Technical Resource Guide Prepared to Assist Wet Processing Textile Mills Required to Prepare and Implement Pollution Prevention Plans”, 2004
- EPA Guides to Pollution Prevention
- The Printed Circuit Board Manufacturing Industry. (EPA/625/7-90/002) 1990.
- The Pesticide Formulating Industry. (EPA/625/7-90/004) 1990.
- The Paint Manufacturing Industry. (EPA/625/7-90/005) 1990.
- The Fabricated Metal Industry. (EPA/625/7-90/006) 1990.
- The Commercial Printing Industry. (EPA/625/7-90/008) 1990.
- Selected Hospital Waste Streams. (EPA/625/7-90/009) 1990.
- Research and Educational Institutions.(EPA/625/7-90/010) 1990.
- The Photoprocessing Industry. (EPA/625/7-91/012) 1991.
- The Auto Repair Industry. (EPA/625/7-91/013) 1991.
- Fiberglass Reinforced and Composite Plastics.(EPA/625/7-91/014) 1991.
- Marine Maintenance and Repair. (EPA/625/7-91/015) 1991.
- The Automotive Refinishing Industry.(EPA/625/7-91/016) 1991.
- The Pharmaceutical Industry. (EPA/625/7-91/017) 1991. ±
- City of Toronto, Environmental Regulations and Best Management Practices For Petroleum Facilities in the City of Toronto
- MOE, Sewer Use Best Management Practices (BMP) Documents
- Textile Sector
- Fabricated Metal Products Sector
- Motor Vehicle Parts Manufacturing Sector
- Automotive Repair and Maintenance
- Dry Cleaning and Laundry Services
- Chemical Manufacturing Sector
- Chemical Manufacturing Sector, Resin, Synthetic Rubber, and Artificial and Synthetic Fibres and Filament Sector
- Chemical Manufacturing Sector : Pesticide, Fertilizer, and Other Agricultural Chemical Manufacturing Sector
- Chemical Manufacturing Sector, Paint Coating, and Adhesive Manufacturing Sector
- Varangu, L.K. (2004). “Technical Resource Guide Prepared to Assist Wet Processing Textile Mills Required to Prepare and Implement Pollution Prevention Plans,” Canadian Centre for Pollution Prevention in association with Fintex Mechanical and Inc. report for Environment Canada.
- NEWMOA, Pollution Prevention in Machining and Metal Fabrication, A Manual for Technical Assistance Providers, March 2001
Appendix A - Using a Team Approach Establishing a Cross-functional Team
Establishing a Cross-functional Team
The value and importance of management commitment to and support of toxic substance reduction planning cannot be overstated. The most successful toxic substance reduction initiatives come with the commitment and support of top management as well as the production level staff. Appropriate management decision makers should be informed and committed to the plan during its development and throughout the process. This may best be accomplished by incorporating the toxic substance reduction planning process, including toxic substance accounting, into existing business systems, including environmental management systems (EMS).
While executives and managers will assign priorities and set the tone for the toxic substance reduction planning program, the support of production-level employees will also have a significant effect on its success. Production level employees understand normal operating conditions and are also often tasked with dealing with operating conditions that are non-routine or unexpected such as process “upsets” caused by a break in a line or seal or an electricity outage or spills. Production level employees will also likely be responsible for the implementation of any changes as a result of the overall findings of the toxic substance reduction planning process. The support of production level employees is essential for the successful implementation of any toxic substance reduction option that involves a process level change.
Other members of the cross-functional team could be people with direct responsibility for and knowledge of the characteristics of, the volume of, and the cost associated with the substances and materials used and the outputs produced. A multidisciplinary team is likely to be more successful in achieving a comprehensive assessment. This team could also be instrumental in the toxic substance reduction planning requirements of option definition and providing answers to the question of how the toxic substance reduction plan fits into the overall facility operations. To the extent practical, facilities should consider business managers, chemists, biotechnologists, toxicologists, engineers, supervisors, and production workers as well as accounting and purchasing, marketing and sales, and environmental and health and safety staff when selecting the team members.
Table 5 provides a list of potential cross-functional team members and their potential role.
| Team Representative | Role |
|---|---|
| Management |
|
| Engineering and Design |
|
| Environmental Compliance |
|
| Accounting and Purchasing |
|
| Production Level Staff |
|
| Maintenance Staff |
|
| Health and Safety |
|
| Marketing/Sales |
|
Using the team approach for the preliminary data gathering exercise
Additional resources that are not employees of the facility but may be considered to be extended members or support for members of thecross-functional team may include:
- Suppliers of process and abatement equipment
- Suppliers of raw materials
- Laboratories who develop material safety data sheets (MSDSs) for finished products
- Waste management/treatment contractors
- Consultants who assist in environmental or health and safety reporting, testing, design of abatement programs
- Representatives from industry associations
A potential approach to the effective use of the team members and production-level staff time is to:
- Discuss and agree upon the scope and objectives of the site walk-through, inspection, or assessment. The scope review should include whether the purpose is a general site walk-through to document stages and processes, whether it is a detailed inspection of a process, or whether it is a follow-up assessment to clarify or gather more data to fill a specific data gap. The objectives should include determining the answers to the following questions:
- Which production stages and processes use the toxic substance or products that contain toxic substances? What is the purpose of the substance or product? Where is it stored? How is it transferred to the process? How is it used in the process? What happens to the toxic substance contained in the product? Does it become part of the manufactured product? Does it end up in a waste, air, or wastewater stream? Does it get transformed into another toxic substance or is it destroyed?
- Which stages and processes create toxic substances? How does the toxic substance get created? What are the specific operating conditions (chemical mixing, temperature, pressure) that create the substance? What happens to the toxic substance that is created? Does it become part of the manufactured product? Does it end up in a waste, air, or wastewater stream? Does it get transformedinto another toxic substance or is it destroyed?
- How much toxic substance is contained in product?
- How does the toxic substance get transferred from one process to another? Is it quantifiable?
- Where do data gaps exist?
- How efficient is the production process and the various steps of that process?
- Are good operating practices in force to minimize the use and creation of toxic substances and the creation of waste streams?
- Schedule the inspection to coincide with the particular operation that uses or creates the toxic substance of interest. Follow the toxic substance or product that contains the toxic substance from receipt at facility, to on-site storage location, to transfer to location of use, through use, to end-product. Note where and how the substance is transferred from one process to another (i.e. “dragged” from one bath to another, transferred via piping from granulator to extrusion equipment), where it is released to air, water, land, and waste streams and where it may be transformed or destroyed throughout the overall manufacturing operation.
- Observe the processes at different times during normal operations, and if needed, during different shifts, especially when toxic substance use is highly dependent on human involvement such as painting or parts cleaning processes. Processes may be operated differently from the methods described in their standard operating procedures, or the equipment may have been modified.
- Observe the operation during cleaning and maintenance operations to identify unique waste and by-product generation not present during normal operations.
- Interview production-level staff. Discuss the materials handling, dosing, operating conditions, and waste generation aspects of the operation. Ask what the function is of any product that contains toxic substances and the quantity used per production unit. Ask the likelihood of process upsets or non-ideal conditions and how these are tracked. This is for situations where upsets or non-ideal conditions could result in the creation of a toxic substance.
- Photograph or videotape the operation. Visuals are helpful to better understand the manufacturing operation. As well, pictures are valuable in the absence of plant layout drawings. Many details may be captured in pictures.
- Observe the “housekeeping” aspects of the operation. Check for signs of spills or leaks. Visit the maintenance shop and ask about problems in keeping the equipment leak- free. Also enquire about maintenance and calibration activities that are required to ensure that equipment is performing as per design. Note any areas where odours and fumes are evident.
- Include indoor and outdoor components of the operation. Particulates or oil mists that leave a facility via roof vents often end up in the stormwater stream.
The site inspection should be performed carefully, even though the cross-functional team members who are employed at the facility will likely all be familiar to some extent with the work- site being reviewed. Personnel regularly involved with a particular process will often see it in a new light when performing an assessment whose primary focus is toxic substance accounting. Those who are not involved in the day-to-day operation of a particular process will also add value to the team, as they will see and question conditions taken for granted by those involved in the day-to-day process.
Appendix B - Master Documents and meeting the requirements for Stage and Process Records
Many facilities may face a situation where substances may travel through the facility in the same path and are used in many common processes and therefore are looking for opportunities to meet the stage and process record requirements of accounting as efficiently as possible. A possible approach for such a situation is to develop a “master” description of stages that use and/or create the substances; a “master” process flow diagram that illustrates the movement of the substances through the processes. The quantificationat the process level would be on a substance basis because the quantities may differ despite the movements being similar.
Using a fictional auto assembly facility as an example, the following may be one approach for master documents and still meet the requirements for records per substance.
Master Description of stages and how each stage is divided into processes
The fictional auto assembly facility has numerous substances that are captured under the Act and regulation which vary from metals in the automobile’s structure, VOCs in the paint and substances used for wastewater treatment. The facility has identified four (4) stages that use and/ or create these substances:
1.0 Body Shop Stage
The Body Shop Stage is divided into two processes: stamping and welding.
In the stamping process, metal is received as blanks or coils and is stamped or pressed into the required shape for the vehicle body. Stamped metal is sent to the body shop for initial assembly. In the weld process, stamped panels and welded sub-assemblies are fitted and welded together to create the outer shell of the vehicle, and sealers are applied. The completed “white body” is sent to the paint shop.
2.0 Paint Shop Stage
The paint stage commonly contains the following processes:
- Pre-treatment
- Electroplating (E-coat) application
- E-coat oven
- Sealer application
- Painting Application (which includes primer, base and clear coat application and cleaning)
- Oven(s)
The specific coating processes in a vehicle assembly paint shop may vary from facility to facility but generally include the following steps. Dip tanks are used for pre-treatment and electro-deposition coating (E-coat) for corrosion protection.
This is followed by curing of E-coat in a heated oven, after which sealers and sound deadeners are applied. The vehicle then undergoes further preparation through application of primer and/or an anti-chip primer, after which it is cured in ovens prior to application of the topcoat. The topcoat typically consists of the application of a basecoat colour) and clearcoat combination, after which the vehicle body passes through a final topcoat oven.
3.0 Final Assembly Stage
This stage generally involves three processes: interior/exterior parts installation, fluid fill and vehicle inspection/shipping. The installation of chassis, interior and exterior parts, as well as fluid fill and air conditioning charging are included in the processes.
4.0 Storage
This stage describes the inventory or storage of materials that contain the substances. Substances may be taken from storage or a temporary holding place to be used in the body shop, painting or finally assembly stage.
Record for Substance X – s.12(2)1 of the regulation: Description of Stages and How Stages are Divided into Process
Refer to the Master Stage description for the Facility, Substance X is used in the Storage and Final Assembly stages. Refer to the Master Process Flow Diagram for division of each stage into processes.
Master Process Flow Diagram – Showing flow of groups of substances at the process level
The fictional auto assembly facility developed a master process flow diagram that describes how each stage of the facility is divided into one or more processes and illustrates the relationship between the processes. (see diagram below). The master diagram does not specifically reference any particular substance but the approach the fictional facility took was to use the process name to link the facility substance quantification spreadsheets to the process flow diagram. Using this approach, the quantification spreadsheets list each process using the substance and the amount that enters, is created in the process, and leaves the process via destruction or transformation, release, disposal or transfer or contained in the product as required by regulation.
Records for Substance X – Process Flow Diagram and Description of the Process
Refer to the Master Process Flow Diagram. Information required under the Act s.4(1)4(i) regarding substance use or creation in each process and by s.12(2)2 of the regulation.
Storage Process
How – Received in drums stored in a ventilated room(s); leaves process via fork-lift in drums
When – Received as required based on just in time delivery to maintain production
Where – Storage
Why – Key ingredient in windshield washer fluid
Fluid Fill Process
How – Delivered to line in drums via forklift, manually added to vehicle, leaves in product
When – During windshield washer fluid fill
Where – Fluid fill process
Why – Key ingredient in windshield washer fluid
Master Process Flow Diagram
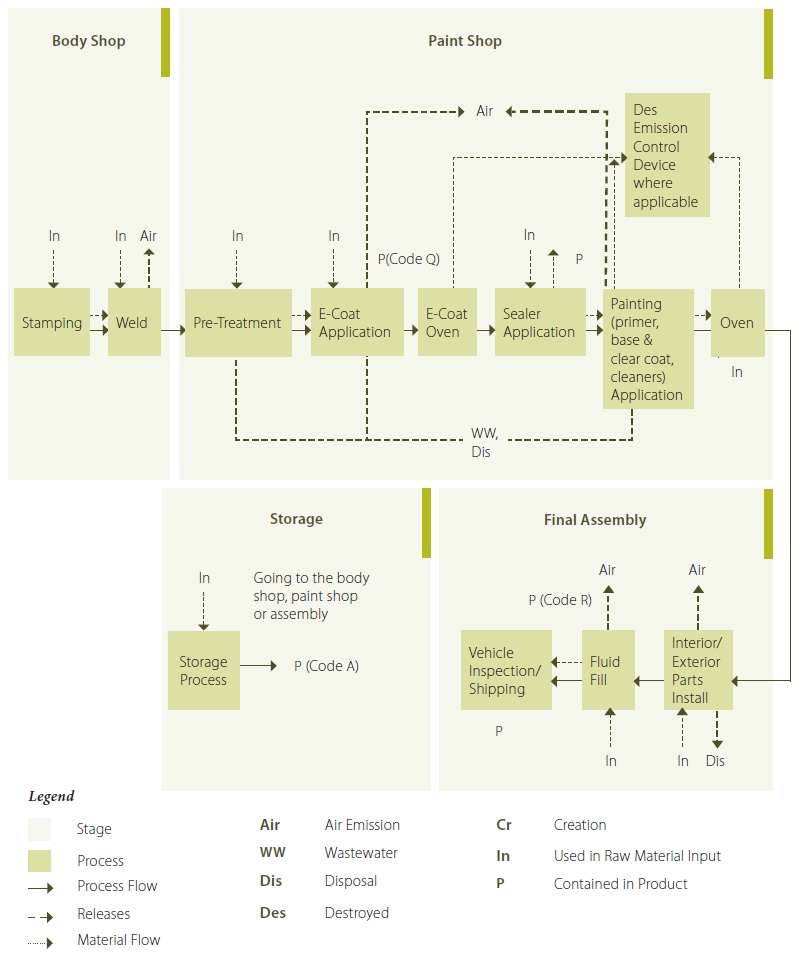
The master process flow diagram is of a fictional auto assembly facility and it describes how each stage of the facility is divided into one or more processes, and illustrates the relationships between the processes as well as the movement of substances across these. The four stages are: Body Shop, Paint Shop, Final Assembly and Storage.
The first box consists of the Body Shop stage. This stage is broken down into the Stamping and Welding processes, each of these in a smaller box. A dotted arrow flows into the stamping process, with the letters in marked beside it, indicating that a substances is used in the raw material input. From the stamping process box, two arrows flow into the welding box, one solid arrow showing this is the next process flow, and one dotted arrow, indicating that there is a material flow between both these processes. Subsequently, a dotted arrow pointing towards the weld process box indicates material flow that is used in the raw material input, and a dotted arrow leaving the welding process box with air spelled beside it, indicates there is a release to the air from this process.
A process flow arrow leaves the Body Shop stage box and flows into the Paint Shop Stage box, the largest stage made up of 7 processes. The Paint Shop Stage box starts with the Pre-Treatment process, where a dotted arrow with the words In flows into it, indicating there is a raw material used in the input. The next process is the E-Coat Application, and a dotted arrow flows from the pre-treatment process into the e-coat application process, indicating there is a material flow. A dotted arrow with the word 'In' also flows into the E-Coat Application process indicating raw material is used in the input, as well as an arrow away from the process to indicate there is a release from here to the air. The next process is the E-Coat Oven, followed by the Sealer Application process. The sealer application process has an input arrow to indicate a substance is used in the raw material input, as well as an output arrow flowing out of the process with the letter 'P' beside it to indicate there is material flow out of the process that is contained in product. Another material flow arrow leaves this box and enters the process box for Painting Application (primer, base and clear coat, cleaners). An arrow flows away from the Painting Application Box to illustrate there is a release to the air. Material flows from the Painting Application box into the Oven process. Material flow arrows leave the E-Coat Oven process, and the Painting Application process and the Oven process, all joining together into the 'Destroyed Emission Control Device Where Applicable' process box. Also, from the first Pre-Treatment process, and the E-Coat Application Process, and the Painting Application process, there are dotted arrows directed away from these processes to indicate there are releases to Wastewater and other disposal.
Following the large Paint Shop Stage, the process flow continues into the Final Assembly Stage. This stage is made up of three processes; The Interior/Exterior Parts Install, the Fluid Fill and the Vehicle Inspection/Shipping process. The first process, Interior/Exterior Parts Install, shows arrows flowing away from the process indicating releases to air and disposal. It also has an arrow flowing into it to illustrate there is a substances used in the raw material input. The next process consists of the Fluid Fill and it has an arrow pointing away from the process to illustrate releases to air and an arrow pointing towards the process to illustrate there is also material flow used in the raw material input. An arrow flows from the Fluid Fill process into the final Vehicle Inspection/Shipping process to show that there is material flow between these two processes. A 'P' beside this process shows that there is one or more substances contained in product here. This marks the end of the process flow between the first three stages, Body Shop, Paint Shop and Final Assembly.
The last stage that is not linked by a process flow arrow to the other stages is the Storage Stage, which is made up of the Storage Process, where an arrow flowing into the process indicates there is or more substances used in the raw material input, and an arrow leaving the process with a 'P' beside it indicates that one or more substances is leaving the process contained in product.
PIBS 8498e